Tvrdé pájení v šesti krocích
6 kroků k úspěšnému pájení – WWW.PAJKY.CZ
Skutečná dovednost spočívá v návrhu a konstrukci spoje, ale i řádně navržený spoj se může ukázat jako špatný, pokud nebudete dodržen správný postup pájení.
Tento postup lze shrnout do šesti základních kroků, ačkoli je jejich provádění obecně jednoduché, žádný by se neměl vynechat.
Krok 1: Zajistěte správné uložení a správné vůle
Pájení používá kapilární akci k distribuci roztaveného výplňového kovu/ pájky mezi povrchy základních kovů. Když tedy pájíte, udržujte mezi základními kovy vůli, aby kapilární akce fungovala co nejefektivněji. Téměř ve všech případech to znamená úzkou vzdálenost. Optimální vůle nebo mezera spáry pro většinu výplňových kovů je 0,02mm - 0,03mm.
Mějte na paměti, že obecně, jak se vůle zvyšuje, snižuje se pevnost spoje. Kapilární akce se zastaví kolem 0,03mm. Pokud pájíte dvě ploché části, můžete si jednu položit na druhou. Kapilarita bude tak zajištěna, ale povrch nesmí být příliš vyleštěn.
Při pájení trubkové soustavy, dvou rozdílných materiálů, je nutno brát i úvahu i tepelnou roztažnost materiálu. Různé kovy se různě zahřívají, a to má vliv na mezeru.
Krok 2: Vyčistěte kovy
Kapilární akce funguje správně pouze s čistými kovovými povrchy. Pokud jsou potaženy olejem, tukem, rzí, okují nebo nečistotami, musíte tyto kontaminanty odstranit, nebo budou tvořit bariéru mezi povrchy základního kovu a pájky. Začněte tím, že se zbavíte oleje a mastnoty. Ve většině případů to můžete udělat buď ponořením dílů do vhodného odmašťovacího rozpouštědla, odmaštěním parou nebo alkalickým nebo vodným očištěním. Pokud jsou kovové povrchy potaženy oxidem nebo okují, můžete tyto kontaminanty odstranit chemicky nebo mechanicky. Pro chemické odstranění použijte kyselé ošetření. Dbejte na to, aby chemikálie byly kompatibilní s čištěnými základními kovy a aby nezůstaly žádné stopy kyselin ve štěrbinách nebo slepých dírách. Mechanické odstranění vyžaduje abrazivní čištění. Zejména při opravě pájení, kde mohou být součásti velmi špinavé nebo silně zrezivělé, můžete proces čištění urychlit pomocí brusného kotouče nebo pilníku. Jakmile jsou součásti důkladně čisté, začněte zahřívat.
Krok 3: Naneste tavidlo
Flux/tavidlo je chemická sloučenina aplikovaná na povrchy spoje před pájením na tvrdo. Jeho použití až na několik výjimek, je zásadní v procesu pájení v atmosféře. Je to proto, že zahřívání kovového povrchu urychluje tvorbu oxidů, což je výsledek chemické reakce mezi horkým kovem a kyslíkem ve vzduchu. Pokud nezabráníte tvorbě těchto oxidů, budou bránit pájení výplňového kovu ve smáčení a lepení na povrchy. Povrchová vrstva tavidla chrání povrchy před vzduchem a brání tvorbě oxidů. Rovněž rozpouští a absorbuje oxidy, které se vytvářejí během zahřívání nebo které nebyly úplně odstraněny v procesu čištění. Na spoj můžete nanášet tavidlo jakýmkoli způsobem, spoj by měl být zakryt. Tavidlo se obvykle vyrábí v pastě nebo prášku.
Obvykle nanášíte tavidlo těsně před tvrdým pájením, pokud je to možné, takže má nejméně času na vyschnutí a odlupování nebo vyřazení dílů z manipulace. Vyberte tavidlo, které je vytvořeno pro specifické kovy, teploty a podmínky vaší pájecí aplikace.
Krok 4: Složte spoj
Jakmile jsou vaše součásti vyčištěny a je naneseno tavidlo, držte je v poloze pro pájení na tvrdo. Ujistěte se, že zůstávají ve správném zarovnání během ohřívacích a chladících cyklů, aby kapilární akce mohla vykonávat svou práci. Pokud to tvar a hmotnost dílů dovolí, nejjednodušší způsob, jak je držet pohromadě, je gravitace.
Krok 5: Pájejte
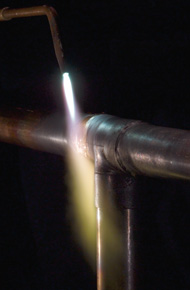
Skutečné pájení zahrnuje ohřev sestavy na pájecí teplotu a protečení/výplňového kovu skrz spoj. Při zahřívání sestavy na pájecí teplotu se ujistěte, že ji nezahříváte na bod tání základních materiálů. Za prvé, proces zahřívání: Při pájení natvrdo aplikujte teplo na základní kovy. Pokud pájíte malou sestavu, můžete celou sestavu zahřát na teplotu tání pájky. Pokud pájíte velkou sestavu, ohřívejte kolem spoje širokou oblast. Ruční pájecí soupravy se nejčastěji používá k pájení jedné sestavy
Zemní plyn, acetylen, propan, propylen - mohou být spalovány kyslíkem nebo vzduchem. Mějte na paměti, že oba kovy v sestavě by měly být zahřívány co nej rovnoměrněji, aby současně dosáhly pájecí teploty. Udržujte hořák v neustálém pohybu a ohřívací plochu nevyhřívejte přímo.
Chcete-li zabránit nerovnoměrnému zahřívání, sledujte spoj. Pokud se jeho vzhled změní rovnoměrně, součásti se zahřívají rovnoměrně. Jakmile zahřejete sestavu na pájecí teplotu, jste připraveni uložit výplňový kov. Při ručním pájení držte tyč nebo drát opatrně na oblasti spoje. Zahřátá sestava roztaví část výplňového kovu, která bude okamžitě tažena kapilárním působením v celé oblasti spoje. Tavidlo můžete přidat buď štětcem nebo ponořením tyče do tavidla. Na větších částech, které vyžadují delší dobu zahřívání, nebo pokud je tok nasycen oxidem, přidání čerstvého toku na plnicí kov pomůže zlepšit tok a pronikání plnicího kovu do oblasti spoje. Buďte opatrní: roztavený pájecí kovový kov má tendenci proudit do oblastí s vyšší teplotou. Ve vyhřívané sestavě mohou být vnější povrchy základních kovů mírně teplejší než vnitřní spojovací povrchy. Dbejte na to, abyste výplňový kov uložili bezprostředně vedle spoje. Pokud jej odložíte od kloubu, bude mít tendenci se raději přikládat na horké povrchy, než aby do kloubu proudilo. Je také nejlepší zahřát stranu sestavy naproti bodu, kde plníte plnicí kov. Výplňový kov bude mít tendenci následovat tam, kde je teplo nejintenzivnější.
Krok 6: Vyčistěte pájený spoj.
Po pájení sestavy ji vyčistěte. Čištění se obvykle provádí ve dvou krocích: Odstraňte zbytky tavidla. Protože většina pájecích tavidel je rozpustná ve vodě, můžete zbytky odstranit zchlazením sestavy v horké vodě (50 °C nebo teplejší). Ponořte sestavu, dokud je ještě horká, ale před kalením se ujistěte, že výplňový kov zcela ztuhnul. Sklovité zbytky tavidla obvykle praskají a odlupují se. Pokud jsou zbytky zůstávají na spoji, opatrně je kartáčujte drátěným kartáčem, zatímco je sestava stále v horké vodě. Může se stát, že budete mít potíže s odstraňováním tavidla, pokud jste nepoužívali dost tavidla na začátku, nebo pokud jste součástky během pájení přehřáli. Pak se tavidlo zcela nasycuje oxidy, obvykle se změní na zelenou nebo černou barvu. V tomto případě musí být tavidlo odstraněno slabým kyselým roztokem.